













Изготовление и сборка дверных блоков
Двери по конструкции различают рамочные и щитовые.
Рамочные двери состоят из обвязки (брусков) и заполнителя (филенки).
В связи с тем что изготовление рамочных дверей трудоемко и, кроме
того, требуется пиломатериал повышенной сортности, расход древесины
в два раза больше, чем на двери щитовой конструкции, применение их
ограничивается.
Щитовые двери (см. схему ниже) представляют собой рамку, заполненную
серединками различных конструкций, облицованную с обеих сторон
фанерой или твердой древесноволокнистой плитой 5 толщиной 3 . ..4
мм. Полотна дверей 1 обладают хорошими звукоизоляционными
качествами, прочны, формоустойчивы, гигиеничны и удобны в
эксплуатации.
По назначению различают наружные и внутренние двери. а по внешнему
виду - глухие и остекленные. Изготавливают двери с обкладкой 6 или
без нее. Дверные блоки могут быть одно- и двупольные, правые и
левые.
Щитовые двери могут быть со сплошным, мелкопустотным и сотовым
заполнением полотна. Двери наружные и входные в квартиру делаются со
сплошным заполнением серединки. Полотна дверей изготавливают
толщиной 40 мм.
Дверные блоки для внутренних дверей изготовляют без порога, а
на¬ружные могут быть с порогом или без него.

Щитовые двери
а - общий вид, б - сечения средних притворов полотен
двупольных щитовых дверей, в - сечения дверных полотен по кромкам; 1
- полотно, 2 - нащельник, 3 - раскладка по стеклу, 4 - стекло, 5 -
облицовка, 6 - обкладка.
Двери деревянные наружные для жилых и общественных зданий (см. схему
ниже) в зависимости от назначения подразделяются на входные и
тамбурные (Н), служебные (С), люки и лазы (Л). Двери типа Н
изготавливаются щитовыми или рамочными, а типов С и Л - с щитовыми
полотнами. Щитовые двери могут изготавливаться с реечной обшивкой.
Двери типов Н и С делают однопольными, двупольными, остекленными или
глухими, с порогом или без него. Нижние части полотен дверей типа Н
защищают деревянными планками толщиной 16 ... 19 мм, полосами
декоративного бумажно-слоистого пластика толщиной 1,3 ... 2,5 мм или
сверхтвердых древесноволокнистых плит толщиной 3,2 ... 4 мм или
тонкой оцинкованной сталью. Для остекления используют стекла
толщиной 4 ... 5 мм.
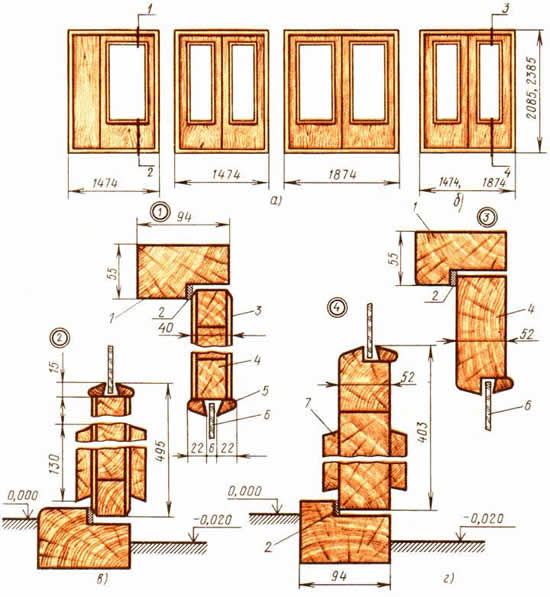
Двери деревянные наружные для жилых и общественных зданий
а - щитовые, б - рамочные, в - сечения щитовых
дверей, г - сечения рамочных дверей; 1 - брусок коробки, 2 -
уплотняющая прокладка, 3 - облицовка из твердых древесноволокнистых
плит, 4 - полотно двери, 5 - раскладка по стеклу, 6 - стекло, 7 -
защитная планка.
Технологический процесс изготовления щитовых дверных блоков состоит
из следующих основных операций: изготовления рамок и заполнителя
(серединки щита); заполнения рамок; раскроя облицовочного материала;
склеивания щитов двери; обработки щитов по периметру; постановки
обкладок и раскладок; изготовления дверной коробки; навешивания
двери в коробку; отделки дверного блока.
Рамки, используемые в качестве каркаса, изготавливают из
обработанных брусков сечением 40 ... 60 х 32 ... 34 мм. Бруски рамки
в углах соединяют на шип или впритык крепят скрепками.
Для изготовления остекленной двери делают две рамки: наружную и
внутреннюю, причем сечение брусков внутренней рамки должно быть
таким же, как сечение брусков наружной рамки.
В качестве материала для изготовления заполнителя серединки
применяют маломерные пиломатериалы и отходы производства, которые
идут на изготовление брусков и реек для сплошных и разреженных
серединок, отходы фанеры и твердой древесноволокнистой плиты
толщиной 3 ... 4 мм (для сотового заполнения и заполнения в виде
ломаной полосы). Рейки для серединок должны быть окорены и без
острого обзола и гнили.
Щиты со сплошным заполнением изготавливают следующим образом. После
сборки рамки на нее накладывают облицовку (фанеру или твердую
древесноволокнистую плиту), предварительно намазанную клеем, и
прикрепляют к рамке мелкими гвоздями длиной 20 ... 25 мм. После
закрепления облицовки рамку переворачивают и все внутреннее
пространство заполняют рейками толщиной, соответствующей толщине
рамки. При укладывании реек надо следить за тем, чтобы они были
плотно прижаты одна к другой, а стыки реек располагались вразбежку.
После заполнения рамки рейками ее накрывают сверху другим листом
облицовочного материала (предварительно намазанного клеем), который
прикрепляют мелкими гвоздями с четырех углов. При изготовлении щита
с разреженным заполнением рамки заполняют не сплошь, а с
промежутками. В щитах с сотовым заполнением ячейки делают размером
не более 40 х 40 мм, так как при больших размерах ячеек облицовочный
материал втягивается.
При применении некалиброванных реек заполнения (неодинаковой
толщины), а также при использовании клеев с малым сухим остатком у
дверей получается волнистая поверхность. Поэтому рейки заполнения
должны иметь одинаковую толщину, а в поперечных брусках рамки
(каркаса) полотна двери прорезают пазы или высверливают отверстия
диаметром 10 мм для выхода пара, образующегося в процессе
прессования при полимеризации клея.
После заполнения рамки щиты для дверей склеивают в холодных
механических или горячих гидравлических прессах. В первом случае
процесс склеивания щитов составляет 6 ... 12 ч, во втором - до 15
мин.
После склеивания в горячем гидравлическом прессе щиты выдерживают на
подстопном месте в течение 12 ... 24 ч, затем передают на обработку
по периметру и постановку обкладок и раскладок.
Обработка щитов дверей по периметру и постановка обкладок и
раскладок включают в себя опиловку щита, выборку паза под обкладку,
шлифование поверхностей, установку на клею обкладок по периметру и
раскладок по стеклу (в остекленных дверях).
Опиловку щита двери и выборку паза под обкладку производят на
круглопильных и фрезерных станках или на форматном концеравнительном
станке, затем ставят по периметру обкладки и после соответствующей
выдержки, необходимой для схватывания клея, шлифуют плоскости на
трехцилиндровом шлифовальном станке, затем в остекленных дверях
ставят на шпильки раскладки по стеклу.
Детали коробки изготовляют следующим образом. Раскраивают
пиломатериал по длине и ширине, полученные заготовки фрезеруют
(фугуют) на фуговальных станках, а потом обрабатывают с четырех
сторон на четырехстороннем продольно-фрезерном станке с созданием
четверти, после чего на шипорезных станках зарезают шипы в
вертикальных брусках и проушины в горизонтальных. До зарезки шипов в
брусках, имеющих дефекты, заделывают сучки. После этого в одном из
вертикальных брусков в зависимости от вида навешивания (правого и
левого) выбирают гнезда под петли и ставят полупетли, а в другом
бруске коробки выбирают гнезда для постановки планки под замок.
Собирают коробку в сборочном станке (вайме) на клею и нагелях.
Установка (вгонка) двери в коробку заключается в подгонке полотна к
коробке, навешивании полотна на ранее установленные полупетли,
зачистке провесов и других неровностей. Перед навешиванием
двупольных дверей отбирают фальцы по створу дверей на фрезерном
станке, а затем дверные полотна складывают вместе и навешивают в
коробку. Зазор в местах створа, необходимый для слоя краски, должен
быть не более 2 мм. Перекрывают его путем установки нащельников на
клею и шурупах. Навешивают двери в коробку на рабочем месте, а при
большом объеме производства на конвейерах. При навешивании
необходимо тщательно подгонять двери к четверти. Навешенная дверь не
должна пружинить при открывании и закрывании. Перекос двери после
навешивания может быть не более 2 мм. Она должна свободно вращаться
на петлях.
Навешивают каждое полотно двери на две или три петли, причем стержни
верхней и нижней петель должны быть на одной вертикальной оси.
При установке замков с ручками ось ручки должна совпадать с осью
ключевины. Гнездо под замок выбирают по шаблону электросверлильной
машинкой за несколько приемов. Планки замков и личинки врезают
заподлицо с поверхностью брусков коробки двери.
Двери, облицованные фанерой или твердой древесноволокнистой плитой,
окрашивают масляными красками (белилами) или эмалями.
